


 sous carrelage")







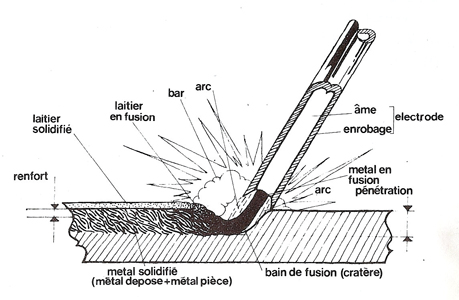
La soudure à l’arc consiste à assembler deux pièces en acier par fusion. L’acier fond autour de 1 450 °C. La chaleur nécessaire à cette fusion est produite par un arc lumineux à très haute température (4 000 à 4 500 °C) créé entre l’acier et une électrode par un poste à souder à l’arc.
Il s’agit d’une soudure de type “autogène” : l’acier des pièces à assembler est mis en fusion et il se mélange avec l’acier en fusion de l’électrode pour former une seule masse d’acier.
Le matériel du soudeur :
- Poste à souder.
- Électrodes rutiles.
- Masque de soudeur. L’idéal est un masque automatique.
- Gants spéciaux en cuir.
- Tablier de protection.
- Brosse métallique.
- Marteau à piquer les soudures.
Le poste à souder
Le poste à souder à l’arc transforme le courant électrique 230 volts en courant 25 volts en augmentant l’intensité. Le principe consiste à créer un court-circuit entre la pièce à souder sur laquelle sont fixées la pince de masse et l’électrode pour former une étincelle continue, l’arc électrique.
Pour que l’arc se forme, le bout de l’électrode doit être à très faible distance de la pièce d’acier à souder
(1 à 4 mm selon le diamètre d’électrode utilisée), mais l’électrode ne doit pas toucher la pièce sinon elle risque de se coller.
Un paramètre essentiel est la tension d’amorçage ou tension à vide (Uo) du poste à souder. Plus elle est élevée, moins il y a de risque de “collage” de l’électrode au commencement du soudage.

Les électrodes
Une électrode de soudage est une tige d’acier enrobée d’un produit qui facilite la fusion. Lors du soudage, l’enrobage se dépose au-dessus de la soudure sous forme de “laitier” qu’il faudra éliminer.
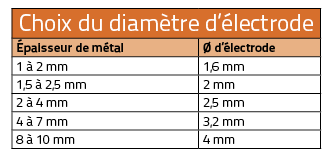
On utilise des électrodes de différents diamètres selon l’épaisseur des pièces à souder :
1,6 mm, 2 mm, 2,5 mm, 3,15 et 4 mm.
Attention ! il existe des électrodes différentes pour l’acier, la fonte et l’Inox.
Power 170 (Stanley)

Poste à souder MMA à technologie Inverter 140 A, 25,6 V.
- Fonction “Hot Start” : amorçage de l’arc instantané.
- Fonction “Arc Force” : modulation du courant de soudage (anti-collage).
- Fonction “Anti-Stick” : élimination du court-circuit (facilite le décollage).
- Témoin de fonctionnement.
- Témoin de protection thermique.
- Réglage de puissance.
- Pince de masse et porte-électrode déconnectables.
Caractéristiques techniques :
- Alimentation 230 V monophasée.
- Puissance absorbée : 2,7 KVA
- Tension à vide : 100 V.
- Courant de soudage : 5 – 140 A.
- Diamètre d’électrodes : 1,6 à 4 mm.
- Poids : 8,8 kg.
Le kit est constitué d’une roulante de chantier qui contient :
- le poste à souder Power 170 ;
- un masque à souder automatique à cristaux liquides ;
- un tablier en cuir ;
- une boîte d’électrodes ø 4 mm.
(Prix indicatif annoncé : 279 €).
Le masque
Le rayonnement de l’arc électrique est très violent avec à la fois des rayons ultraviolets et des rayons infrarouges. La protection est assurée par un masque équipé d’un verre filtrant spécial. Le masque protège aussi le visage des projections.
Le masque le plus simple est tenu à la main. La difficulté de son utilisation est que la vision au travers du verre filtrant est très sombre et qu’il est difficile de repérer la zone de soudure pour présenter l’électrode.
Il faut positionner l’électrode à 1 cm de la zone de soudage et ne pas bouger, mettre le masque devant le visage et commencer la soudure en rapprochant l’électrode du métal à souder.
Le casque ou cagoule tient sur la tête. On le relève pour positionner l’électrode et
on l’abaisse au moment de souder.
Le casque automatique est équipé d’un système de verre filtrant qui s’obscurcit automatiquement
à la création de l’arc et s’éclaircit en fin d’arc.

Réglage de la teinte de protection.
 Réglage de la sensibilité.
Réglage de la sensibilité.

À droite, réglage du temps de réaction à l’arc.
À gauche, switch de position soudage ou meulage.
Masque à souder à cristaux liquides Stanley
- Alimentation par panneau solaire
- Angle de vision : 98 x 43 mm (3,86” x 1,69”).
- Dimension du filtre : 110 x 90 x 9 mm (4,33” x 3,54” x 0,35”).
- Détecteur de capteur : 2.
- Teinte claire (au repos) : DIN 3.
- Teinte foncée réglable de l’extérieur : DIN 9 à DIN 13.
- Allumé/Éteint : totalement auto-matique.
- Réglage de la sensibilité du capteur d’arc.
- Temps de réaction à la lumière : 1/25 000 s.
- De clair à sombre : 0,25 à 0,35 s en position ”short”.
- De sombre à clair : 0,50 à 0,80 s en position ”long”.
- Mode meulage (sans obscurcissement).
- Plastique résistant aux chocs (polyamide).
- Poids : 435 g.
- Norme DIN, ISO, EN, ANSI Z87.1-1989 standard.
(Prix indicatif annoncé : 75 €).
La technique de la soudure à l’arc
Préparation
 briques réfractaires, plaque de ciment…
briques réfractaires, plaque de ciment… et dans un espace non inflammable. Dérouillez
les pièces à souder à la laine d’acier…
 …ou à la brosse métallique. Décapez les pièces peintes.
…ou à la brosse métallique. Décapez les pièces peintes. Dégraissez les pièces d’acier neuves.
Dégraissez les pièces d’acier neuves.
 Lorsqu’on veut souder des pièces épaisses (plus de 5 mm)
Lorsqu’on veut souder des pièces épaisses (plus de 5 mm)l’une contre l’autre, il est nécessaire de chanfreiner les
bords pour obtenir une bonne pénétration de la soudure.
 En chanfreinant à la lime ou à la meuleuse on permet à l’arc
En chanfreinant à la lime ou à la meuleuse on permet à l’arc
de mettre en fusion toute l’épaisseur de la pièce d’acier. Les pièces à souder doivent être fermement assemblées
Les pièces à souder doivent être fermement assemblées
par des serre-joints en acier, sans protection plastique… …ou par des aimants d’assemblage.
…ou par des aimants d’assemblage. Raccordez le porte-électrode à la sortie + du poste
Raccordez le porte-électrode à la sortie + du poste
et la pince de masse à la sortie –. Réglez l’intensité en fonction du diamètre
Réglez l’intensité en fonction du diamètre
d’électrode utilisé. Protégez-vous avec un équipement de soudeur :
Protégez-vous avec un équipement de soudeur :
tablier et gants en cuir épais.
Ne portez pas de vêtements en textiles
synthétiques inflammables.
Soudage
Les principales techniques
Amorçage
Frottez légèrement le bout de l’électrode sur la zone à souder ou tapotez légèrement pour produire des étincelles. Ensuite éloignez l’électrode à 4 ou 5 mm et la rapprocher à 2 ou 3 mm pour créer l’arc électrique.
À ne pas faire ! Approcher l’électrode jusqu’à ce qu’elle touche le métal. Cela provoque un court-circuit franc qui colle l’électrode au métal.
Pour décoller le bout de l’électrode, agitez tout de suite l’électrode de droite à gauche pour la décoller.
Longueur d’arc
La longueur de l’arc électrique doit être équivalente au diamètre de l’électrode. Avec une électrode de 2,5 mm de diamètre, l’électrode sera éloignée de 2,5 à 3 mm du métal à souder.
L’arc est à la bonne longueur lorsqu’il produit un crépitement régulier.
Un arc trop court s’étouffe. Un arc trop long s’éteint par intermittence.
- Inclinaison transversale.
Le déplacement de l’électrode est fait dans un plan perpendiculaire au plan de la soudure soit 90° (croquis 1) ou dans le plan bissecteur de l’angle (45°) dans le cas d’un soudage “en congé” (croquis 2) ou “à clin” (croquis 3).
Dans le cas de deux pièces d’épaisseur différentes l’une sur l’autre, l’inclinaison est de 40° par rapport à la verticale. - Inclinaison par rapport à l’avancement. Pour le soudage en plan plat, l’électrode est inclinée de 30° à 40° par rapport à la verticale (croquis 4).
Attention ! Le déplacement est toujours exécuté en tirant.
Maintien de la longueur de l’arc
- En descendant progressivement l’électrode pendant l’avancement, on maintient la longueur de l’arc (croquis 5).





 Fixez la pince de masse sur l’une des pièces à souder.
Fixez la pince de masse sur l’une des pièces à souder.
 Serrez le bout métallique de l’électrode dans la pince
Serrez le bout métallique de l’électrode dans la pince
à ressort du porte-électrode.
 Ajustez le masque sur votre tête.
Ajustez le masque sur votre tête.
 Soudez en suivant les étapes : amorçage, création de l’arc,
Soudez en suivant les étapes : amorçage, création de l’arc,
déplacement régulier en maintenant un arc de longueur constante.
 Après soudure, laissez refroidir, puis piquez la soudure
Après soudure, laissez refroidir, puis piquez la soudure
au marteau à piqueter pour éliminer le laitier
(la couche formée lors de la fusion de l’enrobage de l’électrode).
 Éliminez les particules de laitier à la brosse métallique.
Éliminez les particules de laitier à la brosse métallique.
Au besoin, reprenez la soudure si elle est discontinue.
 Éventuellement, en fonction de l’épaisseur
Éventuellement, en fonction de l’épaisseur
des pièces, soudez l’autre face.
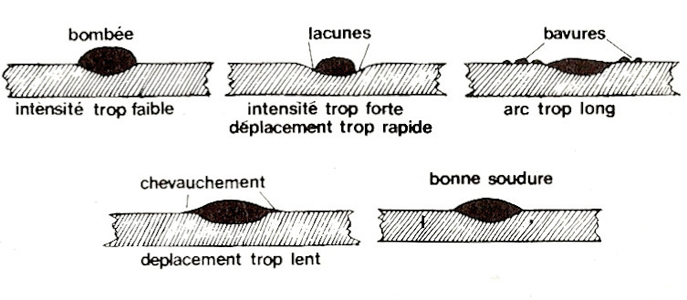
Une belle soudure
Pour obtenir une belle soudure, il est utile de s’entraîner en déposant des cordons de soudure sur une plaque d’acier épaisse (4 ou 5 mm).
 Après refroidissement, meulez la soudure
Après refroidissement, meulez la soudure
pour obtenir une surface lisse.
 Les pièces soudées n’en forment plus qu’une.
Les pièces soudées n’en forment plus qu’une.
 Pour assembler deux tôles minces côte à côte : maintenez
Pour assembler deux tôles minces côte à côte : maintenez
les tôles espacées de 1 ou 2 mm. Soudez par point sur
une face puis retournez les tôles et soudez en cordon l’autre face.
Cette technique évite que les tôles ne se déforment.
 La soudure à l‘arc permet aussi de reconstituer un élément
La soudure à l‘arc permet aussi de reconstituer un élément
en acier et de recharger en métal une pièce usée.
 Procédez en passes successives avec des électrodes
Procédez en passes successives avec des électrodes
de 3,2 ou 4 mm en éliminant le laitier entre chaque passe.
Soudure en plusieurs passes
Lorsqu’on soude des pièces épaisses ou pour boucher un espace important, on soude en plusieurs passes. Il ne faut jamais déposer de la soudure sur le laitier ; après chaque passe, piquer la soudure dès que le laitier est durci pour l’éliminer.
RETROUVEZ LES VIDÉOS DE ROBERT SUR
www.youtube.com/user/robertlongechal


